Капиллярный контроль проникающими веществами обнаруживает несплошности, выходящие на поверхность объекта контроля. Капиллярный метод основан на проникновении индикаторной жидкости — пенетранта в полость дефекта. Оставаясь в несплошности после обработки поверхности, пенетранты образуют над дефектом индикаторный рисунок, который регистрируется визуально.
 Поры
Поры Трещины
Трещины Непровары
Непровары Дефекты проката
Дефекты проката1мкм
Внешние дефекты
Внутренние дефекты
Сложность проведения контроля
Время проведения
Требования к подготовке поверхности
Капиллярный неразрушающий контроль проводят для того, чтобы оценить состояние поверхности объекта на предмет наличия пор и трещин, раковин, непроваров. Словом, тех дефектов, которые представляют собой выходящие на поверхность микроскопические полости. Например, если трещину невозможно определить визуальным методом, то капиллярный контроль с этим справится.
Капиллярная дефектоскопия широко распространена из-за низких затрат на производство контроля, которые обусловлены относительно малой стоимостью расходных материалов и «нехитрой» технологией. Метод основывается на способности жидких индикаторных составов под действием капиллярного эффекта проникать в полости дефекта.
Суть метода заключается в специальной обработке поверхности объекта контроля. Она тщательно очищается, затем на неё наносится индикаторное вещество — пенетрант. Иногда, ещё и проявитель. Это зависит от технологии, цветная она или флуоресцентная. Затем дефекты наблюдают визуально по цветному рисунку, либо в ультрафиолетовом свете, когда используются люминесцентные пенетранты.
Капиллярными методами проверяют металлические детали, изделия из керамики, стекла, пластмасс и других материалов. Можно исследовать объекты любых размеров и геометрии. К деталям из ферримагнитных металлических сплавов также возможно применение капиллярной дефектоскопии, если по условиям их эксплуатации магнитопорошковый контроль неприменим. Исследования пенетрантами регламентируются указаниями и нормами, изложенными в ГОСТ 18442.
Контроль проникающими веществами во многих случаях предписывают проводить как перед сдачей готовых объектов в эксплуатацию, так и в процессе само́й эксплуатации. То же самое касается и отдельных деталей, например, лопаток паровых турбин или судовых винтов. Применяется такой контроль:
- в строительстве;
- в энергетике;
- в судостроении и автомобилестроении;
- в химической и металлургической промышленности;
- в авиационной и ракетной технике.
Существует несколько методов капиллярного контроля. В отношении условий его проведения, применяемых расходных материалов, а также способам регистрации дефектов, методы контроля проникающими веществами подразделяют на хроматические, ахроматические и люминесцентные.
Процесс выявления дефектов включает в себя пять обязательных процедур:
- тщательная очистка поверхности изделия;
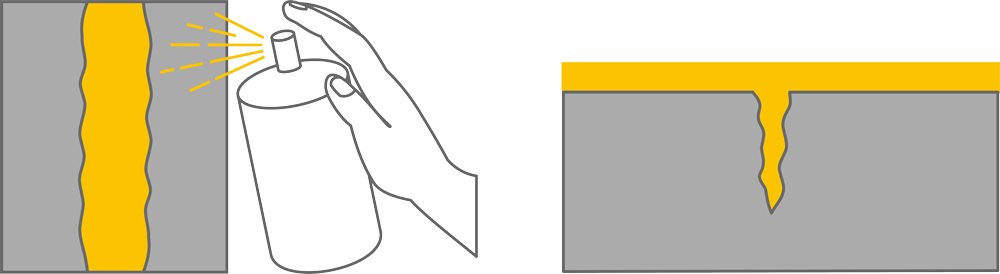
- нанесение проникающего пенетранта путём аэрозольного распыления или полива;
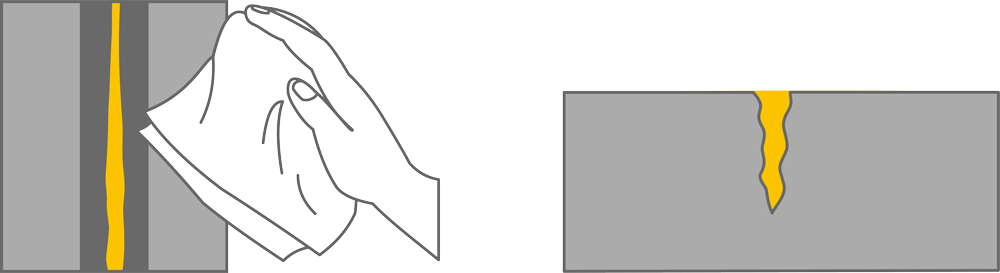
- удаление излишков пенетранта с поверхности;
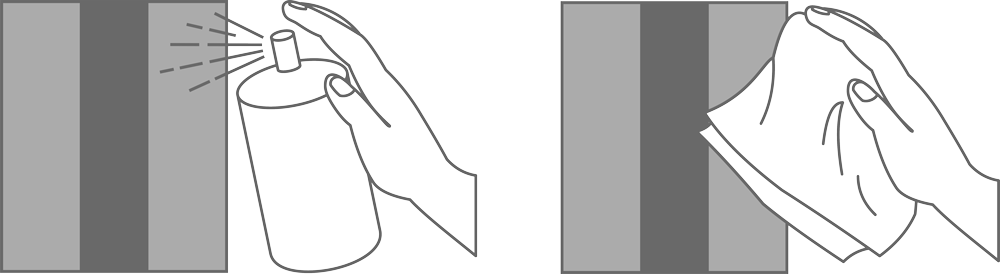
- обработка поверхности проявителем, если речь идёт о цветной дефектоскопии;
- расшифровка индикаторного рисунка визуально при естественном освещении или с использованием ультрафиолетовых источников света, если речь идёт о люминесцентной дефектоскопии.
Очистка объекта заключается в удалении всех загрязняющих веществ, а также защитного покрытия с проверяемой поверхности путём химической обработки, механическим и иным способом. Далее производится сушка объекта. При выполнении этой процедуры следует руководствоваться методическими указаниями РД 153 -34.1-17.461-00.
Нанесение пенетранта возможно несколькими способами. Объект может погружаться в ванну с пенетрантом или поливаться им. Как правило, данные способы применяются в автоматизированных линиях на участках производственного контроля. Пентрант также может наноситься кистью. Но наибольшее распространение получил способ аэрозольного напыления. Он применим для большей части объектов, и не требует наличия специального оборудования.
Удаление лишнего пенетранта производится либо салфеткой без ворсинок, либо путём отмывания поверхности водой или очистителями, предназначенными для предварительной очистки объекта. В дальнейшем поверхность необходимо просушить и протереть чистой гигроскопичной тканью.
Нанесение проявителя лучше производить одним или двумя-тремя тонкими слоями, чтобы его избыток не затемнял индикаторный рисунок. Пенетрант, находящийся в полостях дефектов, диффундирует в проявитель и, благодаря адсорбции, проявляется на поверхности в виде контрастного индикаторного следа, ширина которого многократно превосходит ширину трещины.
Расшифровка индикаторного рисунка производится визуально или с применением оптики. При использовании люминесцентных пенетрантов необходимо применять ультрафиолетовые светильники и защитные очки. Результаты контроля могут быть зафиксированы видео-фотоаппаратурой, либо клейкой плёнкой.
Методы капиллярного контроля имеют целый ряд неоспоримых достоинств, среди которых:
- универсальность;
- доступность метода и его простота;
- отсутствие сложной аппаратуры;
- портативность метода и мобильность;
- низкая себестоимость проведения контроля;
- возможность выявления сквозных дефектов в тонкостенных деталях;
- обнаружение микроскопических несплошностей сечением = 0.1-50 мкм.
К недостаткам следует отнести невозможность обнаружения внутренних дефектов, не выходящих на поверхность. Существенным недостатком является критичность к уровню шероховатости поверхности объекта; допустимая шероховатость = Ra 3,2 (Rz 20).
Неразрушающий контроль трубопроводов тепловых сетей
