Ультразвуковой контроль
Распространенный метод неразрушающего контроля для определения внутренних дефектов. Основан на исследовании распространения и отражения акустических волн преимущественно в ультразвуковом спектре (0,5 — 25 МГц)
 Поры
Поры Трещины
Трещины Включения
Включения Непровары
Непровары Дефекты проката
Дефекты проката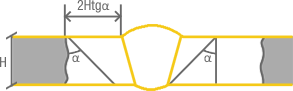
Rz40
Используйте для зачистки лепестковый круг
Внешние дефекты
Внутренние дефекты
Сложность проведения контроля
Время проведения
| Толщина стенки | Ширина зачистки |
| 6 | 75 |
| 7 | 75 |
| 8 | 75 |
| 9 | 80 |
| 10 | 82 |
| 11 | 100 |
| 12 | 100 |
| 13 | 110 |
| 14 | 115 |
| 15 | 115 |
Ультразвуковой контроль (УЗК) является одним из самых востребованных методов неразрушающего контроля (НК). Этот метод основан на исследовании прохождения акустических волн ультразвукового (УЗ) диапазона с частотой 0,5 – 25 МГц в различных материальных средах.
В однородной материальной среде звуковые волны распространяются по неизменной прямолинейной траектории с неизменной скоростью. Изменение траектории и скорости происходит при переходе акустической волны из одной среды в другую на их границе раздела. Эти изменения находятся в непосредственной связи с акустическим сопротивлением граничащих сред и, в зависимости от угла падения волны, проявляются в виде отражённых, а также преломлённых — продольных и поперечных — волн. Чем больше различаются акустические сопротивления, тем выше коэффициент отражения.
Такие особенности распространения УЗ волн позволяют применять их для исследования различных материалов на предмет однородности внутренней структуры. Для проведения этих исследований в объект контроля (ОК) направляется акустический сигнал УЗ частоты, который, после сканирования ОК, улавливается датчиком приёмного устройства. По амплитуде отражённого сигнала и его месте на шкале прибора делается вывод об отсутствии либо наличии дефектов в исследуемом веществе и их основных параметрах.
УЗК нашёл применение в большинстве отраслей промышленности, строительства, транспорта. Он является обязательным при изготовлении железнодорожных рельсов, производстве деталей авиадвигателей, прокладке магистральных трубопроводов, возведении энергетических объектов и изготовлении других ответственных изделий. Наибольшее распространение этот метод получил при дефектоскопии сварных швов.
Возбуждение УЗ акустических волн в ОК возможно несколькими способами, среди которых преимущественное положение занимают пьезоэлектрические преобразователи — приборы, построенные на основе пьезоэлектрического эффекта. Главным рабочим органом в них является пьезоэлемент, представляющий собой пластинку, изготовленную из синтетического кварца (SiO2), либо из пьезокерамики типа ЦТС — цирконат-титанат свинца (Pb(ZrxTi1−x)O3), титаната бария (BaTiO3) и других сегнетоэлектриков.
Пьезоэлементы обладают свойством преобразовывать акустические колебания в электрические (прямой пьезоэлектрический эффект), а путём обратного пьезоэффекта – электрические сигналы в акустические колебания, что и положено в основу УЗК. В зависимости от выполняемой задачи и конструкции прибора пьезоголовка может быть подключена по схеме излучателя УЗ-колебаний, либо их приёмника, а также может совмещать эти функции.
На практике применяются несколько методов УЗК, среди них основные:
- теневой;
- зеркально-теневой;
- эхо-импульсный;
- эхо-зеркальный,
а также их разновидности и сочетания в различных комбинациях.
Теневой метод проводится двумя преобразователями, установленными с обеих сторон ОК. В этом случае один прибор является генератором, излучающим акустические волны, а второй приёмником, регистрирующим эти волны. Если на пути акустической волны встретится дефект, то он отразит и рассеет УЗ-поток или его часть, что и зарегистрирует дисплей приёмника.
Зеркально-теневой метод проводится также двумя преобразователями, но расположенными с одной стороны ОК. Он применяется для контроля объектов с параллельными противоположными сторонами. В этом случае анализируется сигнал, отражённый от противоположной стороны.
Эхо-импульсный метод – самый распространённый метод УЗК (рис. 1). Для его проведения используется один преобразователь, который генерирует УЗ колебания и он же принимает эхо-сигналы, отражённые от дефектов. Суть метода состоит в том, в ОК посылаются УЗ-сигналы длительностью 1–3 мкс через интервалы в 1–5 мс, во время которых происходит регистрация и обработка отражённых эхо-сигналов.
Эхо-зеркальный метод предполагает применение двух преобразователей – генератора и приёмника, расположенных с одной стороны ОК. В этом случае приёмник регистрирует эхо-сигналы, отражённые непосредственно от дефекта.
При проведении УЗК необходимо руководствоваться такими критериями как:
- чувствительность контроля, которая определяется минимальными размерами выявляемых дефектов, а проверяется и настраивается на стандартных образцах;
- разрешающая способность, определяющаяся как расстояние между двумя соседними дефектами, при котором они различаются как раздельные.
Выявленные при УЗК дефекты оцениваются исходя из амплитуды отражённой волны, которая является основным параметром контроля, а также из условных размеров дефекта и его формы.
Методы УЗК обладают целым рядом преимуществ, к которым можно отнести:
- малые затраты при проведении контроля;
- быстрое получение результатов;
- высокая чувствительность дефектоскопов;
- компактность и мобильность приборов;
- безопасность для здоровья персонала, и др.
К недостаткам можно отнести:
- сложность дефектоскопии веществ с крупнозернистой структурой, т.к. в таких структурах акустические волны быстро затухают;
- дефекты размером меньше длины волны не отражают её и остаются «невидимыми»;
- ограниченность информации о дефектах.
Неразрушающий контроль сосудов под давлением
Неразрушающий контроль основного металла
Неразрушающий контроль бурильных труб и манифольдов
Неразрушающий контроль нержавеющих сталей
Неразрушающий контроль технологических трубопроводов
Неразрушающий контроль сварных соединений трубопроводов
Неразрушающий контроль линии электропередач
Неразрушающий контроль резервуаров
Неразрушающий контроль котлов
Неразрушающий контроль трубопроводов тепловых сетей
