Автоматизированный УЗК
Системы АУЗК и МУЗК предназначены для проведения максимально быстрого ультразвукового контроля. Подходят для контроля криволинейных и плоских объектов из цветных и черных металлов.
Главное отличие автоматического, а также механизированного ультразвукового контроля от классического - в скорости и качестве регистрации информации с ультразвуковых преобразователей. Пока дефектоскопист перемещает преобразователи с помощью электропривода или в ручном режиме, дефектоскоп автоматически записывает и обрабатывает результаты контроля.
Информация выводится на экрана дефектоскопа для дальнейшей расшифровки.
Это могут быть:
- А-скан;
- S-скан;
- другие формы вывода результатов контроля.
Проводить контроль может только специалист, аттестованный не ниже II или III уровня ПБ 03-440-02, выдавать заключения - дефектоскопист с уровнем квалификации не ниже II по ПБ 03-440-02.
Работа с методом в лаборатории СМСЛ
В разрезе деятельности СМСЛ автоматизированный и механизированный УЗК применяется в основном при контроле магистральных труб.
Поэтому при выборе приборов для контроля нам важны не только размеры, объемы и сроки по объектам контроля, но и наличие дефектоскопов в реестре Газпрома.
Работаем с АУЗК преимущественно в следующих случаях:
- Если нужно контролировать конвейер, устанавливаем автоматизированную линию контроля, поскольку механизированный метод может быть осложнен движением линии;
- Если контроль на механизированный дефектоскоп не уложится в заданные сроки;
- Для особо сложных и крупногабаритных объектов.
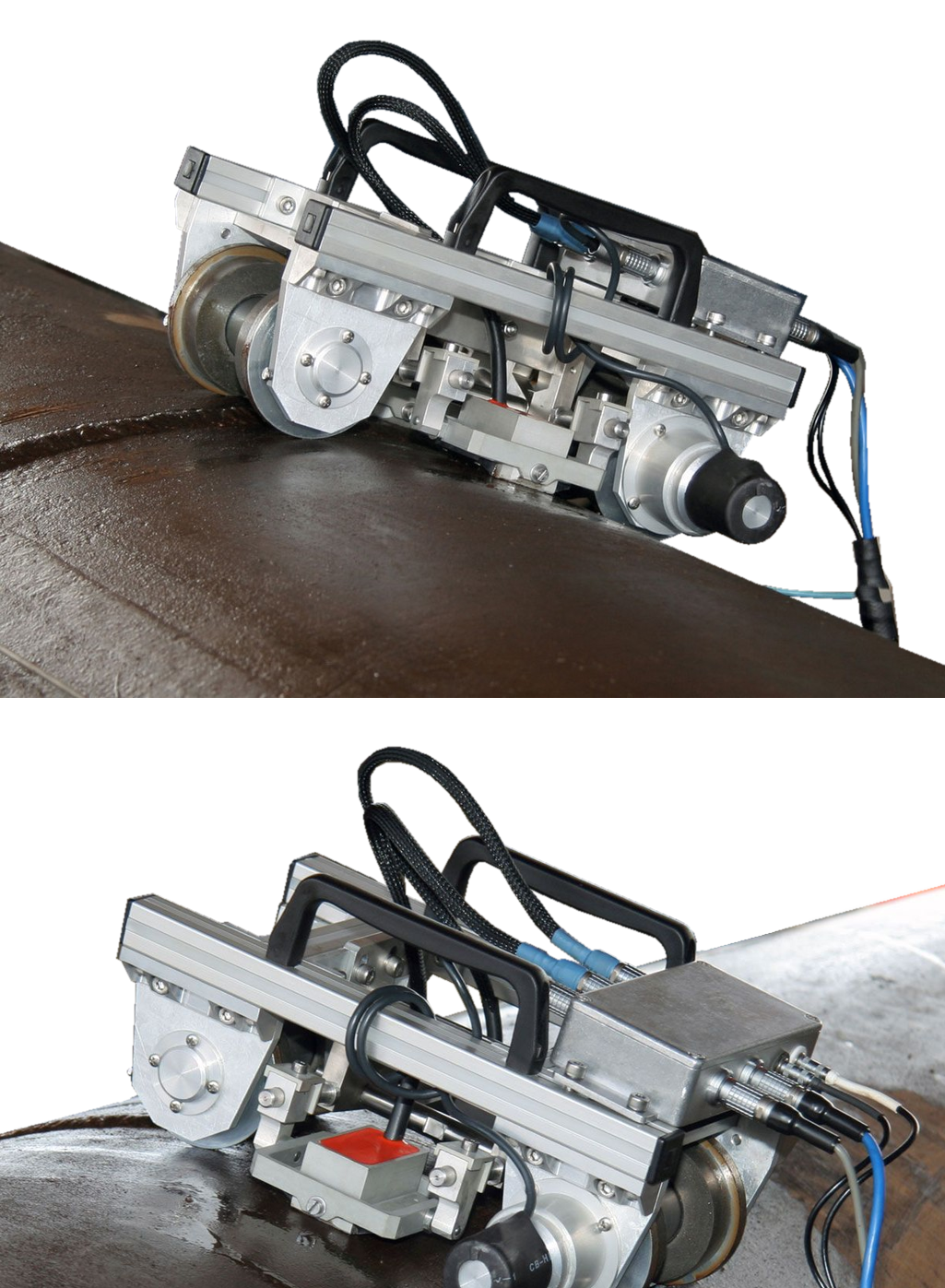
Демонстрация работы автоматизированного ультразвукового дефектоскопа УСД-60-8к.
Автоматизированный ультразвуковой контроль (АУЗК) и механизированный контроль (МУЗК) представляют контроль ультразвуковым методом с разной степенью автоматизации.
Неразрушающий контроль трубопроводов тепловых сетей
